Mi a gumi dagasztógép és hogyan épül fel
A gumi dagasztógép – belső keverőnek vagy banbury típusú dagasztónak is nevezik – egy zárt, nagy intenzitású keverőgép, amelyet a nyersgumi olyan adalékanyagokkal való keverésére használnak, mint a korom, kén, gyorsítók, lágyítók és feldolgozási olajok. A nyitott malomokkal ellentétben a gumidagasztó egy zárt kamrában végzi a keverést, ami drámaian csökkenti az anyagveszteséget, javítja a diszperzió egyenletességét, és lehetővé teszi a hőmérsékletre érzékeny vegyületek feldolgozását.
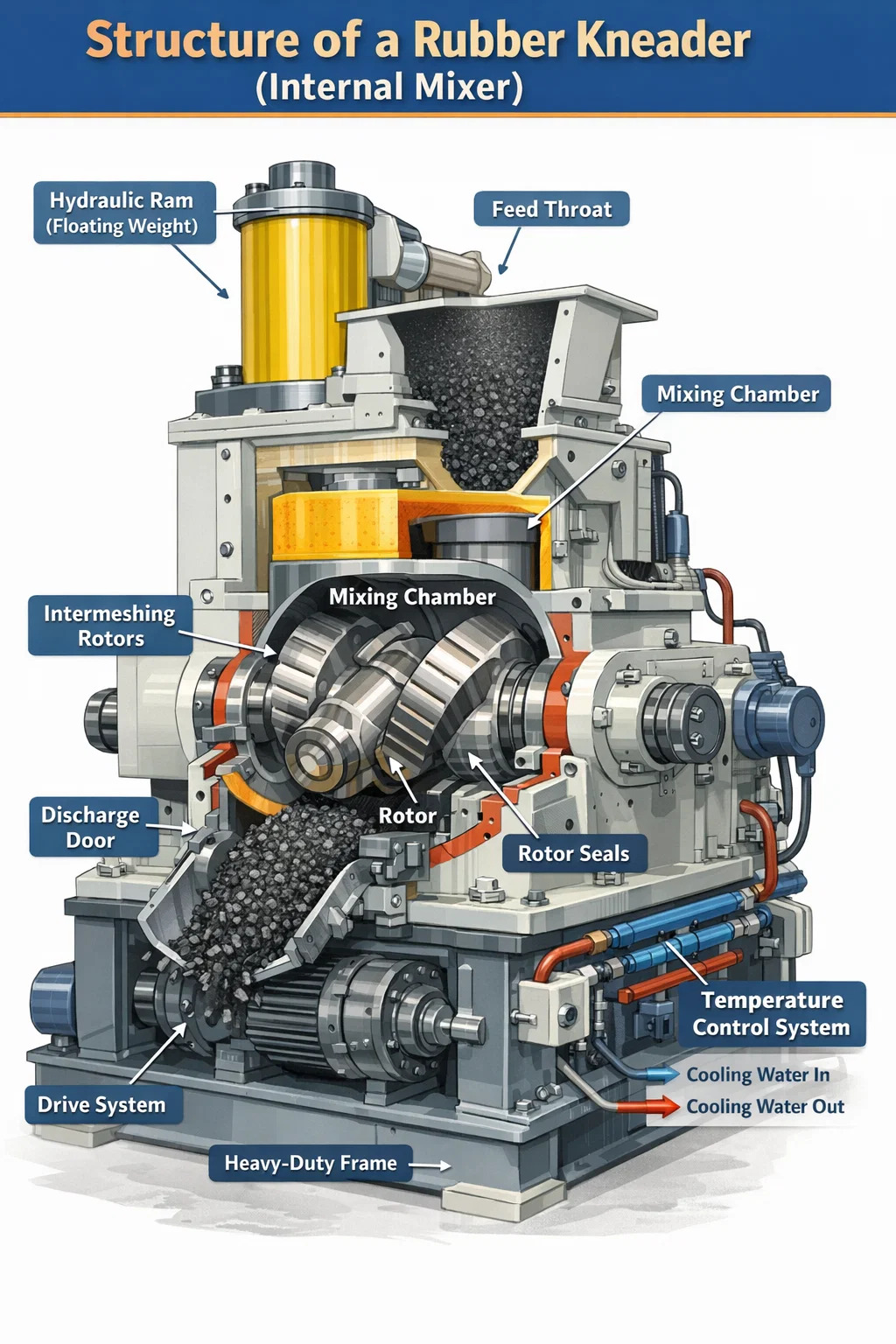
A gumidagasztógép magszerkezete hat elsődleges rendszerből áll: a keverőkamrából, a rotorokból, a hidraulikus munkahengerből (úszósúly), a nyomóajtó-mechanizmusból, a hőmérséklet-szabályozó rendszerből és a meghajtórendszerből. Mindegyikük sajátos mechanikai szerepet tölt be, és a kölcsönhatásuk megértése megmutatja, hogy a belső dagasztóberendezések miért váltak a gumikeverékek ipari szabványává a gumiabroncsgyártás, tömítések, tömítések, tömlők és műszaki gumiáruk területén.
Maga a géptest jellemzően nagy szilárdságú öntött acélból vagy gyártott acéllemezből készül, belső felületei edzettek vagy kopásálló ötvözetből készültek, hogy ellenálljanak a keverés során keletkező hatalmas mechanikai erőknek – nagy kapacitású gépeknél gyakran meghaladja az 500 kN-t.
A keverőkamra: A gumidagasztó szíve
A keverőkamra az a zárt tér, ahol minden kompaundálás megtörténik. Ez egy nyolcas alakú, rendkívül szűk tűréssel megmunkált üreg, amelyet két egymással ellentétes forgó rotor befogadására terveztek. A kamra belső profilja nem kör alakú – falai úgy vannak kialakítva, hogy kiegészítsék a rotor geometriáját, biztosítva, hogy a gumimasszát folyamatosan hajtsák, nyírják, és újra érintkezzenek a rotor felületeivel.
A kamratérfogat a gumidagasztók osztályozásának egyik elsődleges jellemzője. A laboratóriumi méretű gépek kamratérfogata akár 0,3 liter is lehet, míg az abroncsgyárakban használt gyártási minőségű belső keverők 650 litert is meghaladhatnak. Az általános ipari méretek 20 l és 270 l között vannak, a töltési tényezővel (a gumi töltet tömegének és a kamra térfogatának aránya) általában 0,6 és 0,75 között van beállítva.
A kamra falai kiterjedt hálózatot tartalmaznak belső hűtő- és fűtőcsatornák . A modern gumidagasztógépekben ezeket a csatornákat közvetlenül a kamratesten keresztül fúrják át, és egy zárt hurkú hőmérsékletszabályozó rendszerhez kapcsolják. A precíz hőkezelés kritikus fontosságú – a gumi viszkozitása, a diszperziós hatékonyság és a vegyület minősége mind attól függ, hogy az adag hőmérsékletét egy meghatározott ablakon belül tartják-e, gyakran a készítménytől függően 70 °C és 160 °C között.
A kamra két részre van osztva - egy felsőtestre és egy alsó testre -, amelyek össze vannak csavarozva. Az alsó felében található a nyomóajtó zsanérja. Ez az osztott felépítés lehetővé teszi az ellenőrzést, a tisztítást és a béléscserét. Az edzett acélból készült kamrabetétek (jellemzően 58-62 HRC felületi keménységgel) megvédik a kamratestet a koptató gumikeverékektől, és a teljes gép szétszerelése nélkül önállóan cserélhetők.
Rotorok: A gumidagasztó-kialakítás meghatározó eleme
A forgórészek azok a mechanikai elemek, amelyek ténylegesen a keverőmunkát végzik a kamrában. Egy gumi dagasztóban, két forgórész fix fordulatszám-aránnyal ellentétes irányba forog , jellemzően 1:1,1 vagy 1:1,2, olyan differenciált rotorsebességeket hozva létre, amelyek intenzív nyírófeszültséget generálnak a forgórészek közötti résponton, valamint az egyes rotorok és a kamrafal között.
A rotor geometriája a belső keverőgépek egyik legjobban megtervezett jellemzője. A modern gumidagasztógépekben három fő rotortípust használnak:
- Kétszárnyú (ellipszis alakú) rotorok: Az eredeti kialakítás, amelyet a forgórész tengelye mentén csavart két spirális lapát jellemez. Ezek nagy nyíróerőket generálnak, és alkalmasak nehezen keverhető vegyületekhez, korom mesterkeverékekhez és nagy viszkozitású gumikhoz, például természetes gumihoz (NR) és EPDM-hez. A forgórész szárnya és a kamra fala közötti csúcshézag jellemzően 2-6 mm.
- Négyszárnyú rotorok: A diszperzív és elosztó keverés egyidejű javítására fejlesztették ki. A kiegészítő szárnyak megnövelik az anyag hajtogatásának és átirányításának gyakoriságát fordulatonként, ami lehetővé teszi a töltőanyagok gyorsabb bedolgozását. A négyszárnyú rotorok ma már alapfelszereltségnek számítanak a nagy termelésű gumikeverő gépsorokon.
- Hatszárnyú (vagy többszárnyú) rotorok: Kivételesen finom töltőanyag-diszperziót igénylő alkalmazásokban használják, például szilícium-dioxid alapú gumiabroncs-keverékeknél, ahol a szilán kapcsolási hatékonysága kritikus. Ezek a rotorok gyengédebb, eloszlatóbb keverést eredményeznek alacsonyabb csúcshőmérséklet mellett.
A forgórész tengelyei üregesek és a hőmérséklet-szabályozó rendszerhez vannak csatlakoztatva, lehetővé téve a hűtőfolyadék vagy gőz átáramlását a belső térben. Ez a belső rotorhűtés elengedhetetlen a nagy sebességű keverési műveleteknél, ahol a súrlódási hőképződés a vegyület idő előtti vulkanizálódását (perzselését) okozhatja. A gyártási dagasztógépek forgórészének felületi sebessége jellemzően tól 20-80 ford./perc , néhány változtatható sebességű géppel, amelyek egyetlen keverési cikluson belül képesek a teljes tartományban működni.
A rotorokat mindkét végén nagy teherbírású súrlódásgátló görgőscsapágyak tartják, amelyek a gép oldalkereteiben vannak elhelyezve. A csapágyelrendezésnek alkalmazkodnia kell mind a gumikeverék nyomásából eredő radiális terheléshez, mind a spirális forgórészszárnyak által keltett axiális tolóerőhöz. A nagy dagasztógépek csapágyegységei jellemzően vízhűtésesek is, mivel a csapágyüléseknél fellépő súrlódási hő egyébként jelentősen csökkentené az élettartamot.
Rotortömítő rendszer
Ahol a forgórész tengelyei az oldalfalakon keresztül lépnek ki a keverőkamrából, egy tömítőrendszer megakadályozza a gumikeverék kiszivárgását a tengely mentén. Ez technikailag az egyik legnagyobb kihívást jelentő terület a gumidagasztógép tervezésében. A tömítésnek legfeljebb 0,5–1,0 MPa nyomású gumit kell tartalmaznia, miközben a tengely sebességgel forog, miközben a kamra belseje megemelt hőmérsékletű.
A legtöbb modern gumi dagasztógép két tömítési elrendezés egyikét használja:
- Labirintus tömítések gumi tömítéssel: A megmunkált hornyok és bordák sorozata kanyargós pályát hoz létre, amely ellenáll a keverék áramlásának. Összenyomott gumi tömítőgyűrűkkel kombinálva ez az elrendezés hatékony tömítést biztosít a legtöbb gyártási vegyület számára. A csomagoláscsere néhány száz üzemóránként elvégzett rutinszerű karbantartási feladat.
- Mechanikus homloktömítések: Prémium gépekben és szigorú szennyezési követelményeket támasztó alkalmazásokban használják. Az álló ülékhez nyomott forgó tömítőfelület pozitív akadályt biztosít. Ezek a tömítések lehetnek lég- vagy vízhűtésesek, és hosszabb szervizintervallumot kínálnak, mint a tömítések.
A hidraulikus munkahenger (úszó súly): Nyomásszabályozás a vegyület felett
Közvetlenül a keverőkamra felett ül a felső munkahenger, amelyet általában úszósúlynak vagy hidraulikus munkahengernek neveznek. Ez egy tömör acél vagy gömbgrafitos vas blokk, amelyet úgy alakítottak ki, hogy illeszkedjen a kamra adagolótorkába. Feladata a keverőkamra tetejének lezárása az anyag betöltése után, és lefelé nyomást gyakorol a gumiadagra keverés közben.
A nyomószár nyomása az egyik legfontosabb folyamatváltozó a gumidagasztógép működésében. A nagyobb nyomóhenger nyomás a gumikeveréket szorosabb érintkezésre kényszeríti a rotorokkal, növelve a nyírási intenzitást és javítva a diszperziót. A túlzott nyomás azonban felgyorsítja a rotor és a kamrabetét kopását. A gyártógépekben a nyomószár nyomása jellemzően 0,2 és 0,8 MPa között van, az adagolótorok fölé szerelt hidraulikus hengeren keresztül.
A nyomószárat egy függőleges torokhenger vezeti – egy pontosan megmunkált járat, amely a nyomószárat középen tartja, és megakadályozza az oldalirányú mozgást összetett nyomás alatt. A torok alján található portömítés megakadályozza, hogy a gumi felfelé vándoroljon a nyomószár teste körül. Maga a nyomószár gyakran maggal van ellátva, és a hűtővíz-körhöz csatlakoztatva szabályozza az alatta lévő gumi hőelnyelését.
A munkahengert működtető hidraulikus henger egy forgókeretre van felszerelve a géptest felett, lehetővé téve annak kilengését, amikor az adagolótorok fedelét kinyitják a töltéshez. Az automatizált gyártósorokon a nyomóhenger ciklusát a keverőprogram vezérli – automatikusan felemelkedik, amikor a lerakó ajtaja kinyílik, hogy kiengedje a tételt, és leereszkedik és záródik közvetlenül a következő töltés után.
Egyes újabb gumidagasztó-konstrukciókban, különösen a szilícium-dioxid-szilán keveréshez használtaknál, a nyomást dinamikusan modulálják a keverési ciklus során – a szilanizálási reakció szakaszában átmenetileg csökkentik a nyomást a túlmelegedés megelőzése érdekében, majd ismét növelik a végső diszperzióhoz. Ehhez a gép vezérlőegységébe integrált arányos hidraulikus szeleprendszerre van szükség.
Kiürítő ajtó mechanizmusa: A vegyes adag felengedése
A keverőkamra alját a nyomóajtó képezi. Amikor a keverés befejeződött, ez az ajtó lefelé nyílik (vagy a kialakítástól függően az egyik oldalra billent), hogy a kész gumiadagot gravitációs erővel egy alsó berendezésbe – jellemzően nyitott malomba, ikercsigás extruderbe vagy adag-lehűtő szállítószalagba – engedje.
Az ajtót hidraulikus henger működteti, reteszelőszerkezetének elhajlás nélkül el kell viselnie a keverés során a teljes belső kamranyomást. Még az ajtó csekély hajlítása is lehetővé teheti, hogy a gumi benyomódjon az ajtótömítés területére, felgyorsítva a kopást és szennyeződést okozva. A kiváló minőségű gumi dagasztógépek több rögzítőcsavart vagy bütykös-záró mechanizmust használnak, amely egyenletesen osztja el a szorítóerőt az ajtó kerületén.
Az ajtófelület (a gumikeverékkel érintkező felület) jellemzően edzett kopólemezzel van ellátva, amely önállóan cserélhető. Az ajtótest hűtőcsatornákat tartalmaz, amelyek ugyanahhoz az áramkörhöz csatlakoznak, mint a kamra falai. Gumi vagy elasztomer tömítőgyűrű fut körbe az ajtó kerületén, hogy megakadályozza a keverék szivárgását a kamra/ajtó felületén – ez a tömítés fogyóeszköz, amelyet a tervezett karbantartás során cseréltek ki.
Az ürítőajtó nyitási ideje a folyamat paramétere – a gyorsabb nyitás csökkenti azt az időt, amikor a keverék hőhatásnak van kitéve a keverés befejezése után, ami kritikus fontosságú az előre diszpergált vulkanizálószert tartalmazó, hőmérséklet-érzékeny vegyületek esetében. A nagy sebességű gyártósorokon, az ajtónyitás és a tétel leadása 3-5 másodpercen belül befejeződik az áteresztőképesség fenntartása érdekében.
Hőmérséklet-szabályozó rendszer: A hőkezelés a gumidagasztóban
A hőmérséklet-szabályozás nem kötelező a gumidagasztógép működésében – ez alapvető követelmény a keverék minőségéhez és a folyamat megismételhetőségéhez. A hőmérséklet-szabályozó rendszer három hőcserélő zónát foglal magában: a kamra falait, a rotortesteket és a nyomószárat. Minden zóna önállóan vezérelhető.
A legtöbb gyártó gumidagasztógép zárt hurkú vízhőmérséklet-szabályozó egységet (TCU) használ, amely a temperált vizet mindhárom zónán keresztül keringeti. A TCU elektromos fűtőberendezésekkel vagy gőzbefecskendezéssel vizet melegíthet, és a létesítmény hűtött vízellátásához csatlakoztatott hőcserélővel hűti. A víz célhőmérséklete folyamatonként változik:
- Előmelegítési szakasz: 60-90°C-os víz, hogy a kamra üzemi hőmérsékletre melegedjen a műszak első adagja előtt
- Keverési fokozat: 20-40°C-os hűtővíz a súrlódási hő elnyelésére és a keverék túlmelegedésének megakadályozására
- Tisztítási szakasz: Forró vízzel vagy gőzzel öblítse le a maradék vegyület lágyítására a könnyebb eltávolítás érdekében
A vegyület hőmérsékletét a kamra falába szerelt hőelemek vagy infravörös érzékelők figyelik. Valós idejű keverék hőmérséklet visszajelzés A gép vezérlőrendszere a forgórész fordulatszámának, a munkahenger nyomásának és a hűtőfolyadék áramlási sebességének beállításához használja, hogy a tétel a specifikáción belül maradjon. Egyes fejlett gumidagasztó-rendszerekben a keverés automatikusan leáll, amikor a keverék hőmérséklete elér egy beállított értéket, nem pedig egy rögzített időciklus után – ez az úgynevezett hőmérséklet-szabályozott dump konzisztensebb, mint az idővezérelt ürítés, és csökkenti a tételek közötti változékonyságot.
A forgórész és a kamra hűtőkörének részletei
Az egyes üreges forgórészeken belül a hűtőkör jellemzően spirális vagy furatmintát követ, ami maximalizálja a felületi érintkezési felületet. A forgórészek tengelyvégein lévő forgócsatlakozók (más néven forgócsuklók) szivárgás nélkül kötik össze az álló hűtőközeg-ellátó csöveket a forgó rotor belsejével. Ezek olyan precíziós alkatrészek, amelyek belső tömítéseik kopása miatt időszakos ellenőrzést és cserét igényelnek.
A kamrafal hűtőcsatornáit kígyózó mintázatban fúrják át a kamratömbön, jellemzően 30-50 mm-es távolságban a középponttól a középpontig. A hűtőfolyadék áramlási sebességét ezeken a csatornákon úgy alakították ki, hogy a gép névleges teljesítményéhez elegendő hőelvonási kapacitást érjenek el – 2000 kW-os hajtómotorral rendelkező 270 literes dagasztógép esetén a hűtőrendszernek képesnek kell lennie legalább 1,5-2,0 MW hőenergia folyamatos eltávolítására.
Hajtásrendszer: Erőátvitel a rotorokhoz
A gumidagasztógép hajtásrendszere a villanymotorból, a fordulatszám-csökkentőből (hajtóműből) és a két rotort meghajtó fogaskerék-elrendezésből áll. Mivel a rotoroknak egymáshoz képest rögzített fordulatszám-arányban kell forogniuk, egy reteszelő fogaskerék-készleten – az időzítő fogaskerekeken – keresztül vannak összekapcsolva, amely biztosítja a szinkronizálást a terhelés változásaitól függetlenül.
A fő hajtómotor szinte általánosan egy váltakozó áramú indukciós motor, változó frekvenciájú hajtású (VFD) vezérléssel a modern gépekben. A változtatható fordulatszám elengedhetetlen a keverés optimalizálásához a keverékciklus különböző szakaszaiban – például alacsony fordulatszámon a kezdeti bálabontás során, hogy elkerüljük a motor túlterhelését, majd a maximális sebességre gyorsítva a töltőanyag bedolgozásához. Motorteljesítmény a kamratérfogatú gyártási gumi dagasztómérlegekben:
| Kamra térfogata (L) | Tipikus motorteljesítmény (kW) | Rotor fordulatszám tartomány (rpm) | Közös alkalmazás |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Kis tétel, speciális vegyületek |
| 75–120 | 500-900 | 20–70 | Közepes méretű gumiabroncs és ipari gumi |
| 200–270 | 1500-2500 | 20–80 | Nagy mennyiségű gumiabroncs futófelület-keverése |
| 400-650 | 3000-5000 | 15–60 | Nagyüzemi gumiabroncs mesterkeverék gyártás |
A sebességváltó (fordulatszám-csökkentő) a motor fordulatszámát a forgórész üzemi fordulatszámára csökkenti, miközben megsokszorozza a nyomatékot. A gumidagasztóban a sebességváltónak rendkívül nagy nyomatékot kell kezelnie – egy 2000 kW-os motornál, amely 40 ford./perc sebességgel forog rotorral, a forgórész tengelyénél a nyomaték meghaladhatja az 500 000 N·m-t. A hajtómű jellemzően párhuzamos tengelyes vagy derékszögű elrendezés, karburált és köszörült csavarkerekes fogaskerekekkel, robusztus öntöttvas vagy acélból készült burkolatban, kényszerelőtolású kenéssel.
A motor és a hajtómű közötti rugalmas tengelykapcsoló elnyeli az ütési terhelést a bála lebontása során – a rotor hideg gumibálának ütköző ütése a névleges üzemi nyomaték kétszer-háromszorosának pillanatnyi nyomatékugrását okozhatja. Rugalmas tengelykapcsoló nélkül ezek a tüskék közvetlenül a sebességváltóra és a motor tengelyére közvetítenének, ami idő előtti kifáradási hibát okozna.
Etetőtorok és töltőrendszer
Az adagolótorok a keverőkamra feletti függőleges járat, amelyen keresztül a gumi és az adalékanyagok betöltődnek. Kézi üzemben a gumibálákat és a kimért adalékokat a kezelők vagy a szállítószalag a torkába ejtik. Az automatizált keverősoroknál az adagolótorok billenőtálcával vagy pneumatikus nyomószár-asszisztenssel van felszerelve, hogy az anyagokat a rotorok ellenállása ellenében lenyomja a kamrába.
A toroknyílás méretei úgy vannak kialakítva, hogy a szabványos gumibála méreteket is elfogadják – a 270 literes dagasztógép toroknyílása általában körülbelül 600 mm × 400 mm. Egy elforgatható porvédő vagy csappantyú lezárja a torkot a töltés után, hogy a keverés során a port és a gőzöket visszatartsa. Egyes gépek füstelszívó nyílást is tartalmaznak a torokfedélben, amely egy központi szellőzőrendszerhez kapcsolódik – ez különösen fontos kormot, ként vagy illékony feldolgozási olajokat tartalmazó vegyületek keverésekor.
A folyékony összetevők befecskendezése – technológiai olajok, folyékony szilánok vagy speciális adalékok esetében – gyakran közvetlenül a kamra falába illesztett nyílásokon vagy a nyomószár testén keresztül történik. Ezeket a befecskendező fúvókákat úgy kell megtervezni, hogy ellenálljanak a kamra nyomásának és hőmérsékletének, miközben precíz adagolt térfogatokat adnak le, amelyeket jellemzően a keverőprogrammal integrált fogaskerék-szivattyús adagolórendszerek vezérelnek.
Gépváz és szerkezeti alkatrészek
A teljes gumi dagasztó egység egy nehéz szerkezeti alapkeretre van felszerelve, amely vastag acéllemezből vagy öntvényekből készül. Ez a keret elnyeli a keverési folyamatból származó reakcióerőket és továbbítja azokat az alapozáshoz. Az erők jelentősek – egy nagy gyártású dagasztógép rotorleválasztó erőket hoz létre (a guminyomás miatt a rotorokat szétnyomó erő), amely a keverési csúcsterhelések során több száz kilonewtont is elérhet.
A két oldalkeret, a keverőkamra mindkét oldalán egy-egy, hordozza a forgórész csapágyait, és biztosítja a szerkezeti kapcsolatot a kamra és az alap között. Ezek gyakran a legnagyobb igénybevételnek kitett alkatrészei a gépben, és gömbölyű öntöttvasból vagy nagy méretű acélból készülnek, nagy hosszsugárral a feszültségkoncentráció csökkentése érdekében.
A dagasztógép alapkerete és az épület alapja közötti rezgésszigetelő tartók a modern berendezések alapfelszereltségei. A teljesen megterhelt nagyméretű gumidagasztó a bála lebontásakor jelentős vibrációt kelt – szigetelés nélkül ez átterjedhet az épület szerkezetére, és hatással lehet a közeli műszerekre, vagy idővel a horgonycsavarok fáradásos repedését okozhatja.
Vezérlőrendszer és műszerek a modern gumidagasztókban
A kortárs gumidagasztógépek PLC-alapú vezérlőrendszerekkel vannak felszerelve, amelyek automatikusan kezelik a teljes keverési ciklust. A vezérlőrendszer folyamatosan figyeli és rögzíti a folyamatadatokat:
- A vegyület hőmérséklete (kamrafali hőelemen vagy infravörös pirométeren keresztül mérve, amely a vegyületre irányul egy látónyíláson keresztül)
- A forgórész fordulatszáma (rpm), folyamatosan állítható a VFD-vel
- A motor áramfelvétele, amely arányos a keverék viszkozitásával, és a keverési energia indirekt mértékeként szolgál
- Fajlagos energiabevitel (kWh/kg), a keverési ciklus során felhalmozódott
- A nyomószár helyzete és nyomása
- A hűtőfolyadék bemeneti és kimeneti hőmérséklete minden egyes hűtőzónához
- Lerakó ajtó helyzete (nyitott/zárt reteszelés)
A fajlagos energiabevitel vitathatatlanul a legmegbízhatóbb mutatója a keverés teljességének sok gumikeverék esetében például a korom diszperziója szorosan összefügg a vegyület kilogrammonkénti halmozott energiabevitelével, nem pedig önmagában az idővel. A modern gumidagasztó-vezérlők lehetővé teszik, hogy a keverési programokat az energia végpontja helyett az idő végpontja alapján határozzák meg, ami automatikusan kompenzálja a nyersanyag viszkozitásában a tételek közötti eltéréseket.
Minden kötegelt adat egy adatbázisba kerül a minőségi nyomon követhetőség érdekében. A Manufacturing Execution Systems (MES) integráció lehetővé teszi, hogy minden tételrekord összekapcsolható legyen a nyersanyag tételszámaival, a kezelő azonosítójával és a későbbi összetett teszteredményekkel, lehetővé téve a kiváltó ok elemzését minőségi eltérések esetén.
Főbb szerkezeti különbségek a gumidagasztó-típusok között
Nem minden gumidagasztó szerkezeti konfigurációja azonos. Számos kiviteli változat létezik a különböző gyártási követelmények kielégítésére:
Tangenciális vs. összefonódó rotoros dagasztógépek
A tangenciális rotoros dagasztóban (a klasszikus Banbury-kialakítás) a két rotor különálló körpályákon forog, amelyek érintik egymást – a rotor szárnyai nem kapcsolódnak egymáshoz. Ez egy nagy keverési zónát hoz létre a rotorok között, ahol intenzív nyírás lép fel, így a tangenciális dagasztógépek rendkívül hatékonyak az erősítő töltőanyagok diszperzív keverésére. A világszerte gyártott belső keverők többsége tangenciális rotorokat használ.
Egy összefonódó rotoros dagasztógépben (például a HF Mixing GK sorozatában vagy a Farrel Pomini F-sorozatában) a rotorok közelebb helyezkednek el egymáshoz, és szárnyaik átfedik egymást, és forgás közben összefonódnak – koncepciójában hasonló a kétcsigás extruderhez, de sokkal rövidebb, vastagabb járatokkal. Ez a kialakítás határozottan eltérő áramlási mintát hoz létre, jobb eloszlású keverést és alacsonyabb vegyülethőmérsékletet eredményez, valamivel alacsonyabb diszperziós keverési intenzitás árán. Az egymásba kapcsolódó dagasztógépeket előnyben részesítik hőérzékeny szilikongumi, fluorelasztomerek és olyan vegyületek esetében, ahol a hőmérséklet-szabályozás a legfontosabb.
Fejjel lefelé (fordított) ürítő dagasztók
Egyes gumidagasztó-konstrukciók – különösen a folyamatos vagy félfolyamatos feldolgozósorokon használtak – nem az alsó ajtón keresztül, hanem a teljes keverőkamra-szerelvény megdöntésével folyik, így a kamra nyílása lefelé néz, és a keverék kiesik. Ez a fejjel lefelé fordítható kiürítési kialakítás lehetővé teszi a tétel gyorsabb felszabadítását és a közvetlenül a dagasztógép alatt elhelyezett feldolgozó berendezéshez való könnyebb integrációt. A szerkezeti vonzat egy lényegesen bonyolultabb gépváz, billenő mechanizmussal és hidraulikus reteszelő rendszerrel.
Nyitott tetejű (Sigma Blade) dagasztógépek és zárt Banbury típusú dagasztók
Érdemes megjegyezni, hogy egyes iparági kontextusokban a "gumi dagasztó" kifejezés a Z-lapú vagy szigma-pengés szakaszos dagasztókra is vonatkozik – nyitott tetejű, vályú alakú gépekre, két ellentétes irányban forgó szigma- vagy Z-alakú pengével. Ezek szerkezetileg teljesen eltérnek a cikkben leírt zárt belső keverőtől. A Sigma pengéjű dagasztók nem rendelkeznek nyomószárral és tömítőrendszerrel, atmoszférikus nyomáson működnek, és gyakrabban használják szilikongumi keverésére, hőre lágyuló elasztomerekre és ragasztóanyag-előkészítésre, nem pedig magas töltőanyagtartalmú gumikeverékekre.
Kopó alkatrészek és a karbantartás szempontjából kritikus szerkezeti elemek
A gumidagasztó szerkezetének megértése azt is jelenti, hogy tudjuk, mely alkatrészek kopnak, és melyek azok, amelyek rendszeres cserét igényelnek. A fő viseleti cikkek a következők:
- Rotor tippek: A szárnyvégek tapasztalják a legnagyobb érintkezési feszültséget a kamra falával. Egyes kiviteleknél a forgórész csúcsai kemény felületű hegesztési fedőréteggel vannak felszerelve, amely a helyszínen újra felhelyezhető. Más esetekben a teljes forgórészt kicserélik, ha a csúcs kopása meghaladja a tűréshatárt – jellemzően akkor, ha a hegy és a fal közötti hézag a tervezett értékről (2–5 mm) több mint 8–10 mm-re nő, ekkor a keverési hatékonyság mérhetően romlik.
- Kamrabélések: A falburkoló szakaszok cserélhető kopólemezek, jellemzően 30-50 mm vastagok, csavarozva vagy zsugorítva a kamratestbe. Az élettartam a csiszolóanyag-alkalmazások esetében néhány hónaptól az enyhe igénybevételt jelentő több évig terjed.
- Rotorvég tömítések (tömítés): A keverék típusától és a forgórész fordulatszámától függően 300-1000 üzemóránként cserélik. A késleltetett tömítéscsere a csapágyfelület összetett szennyeződését és drámaian felgyorsult csapágykopását eredményezi.
- Kiürítő ajtó tömítés: A nyomóajtó elasztomer kerületi tömítését az ütemezett leállások során, folyamatos gyártás esetén jellemzően 3-6 havonta cserélik.
- Forgórészek a forgórész hűtőkörein: A legtöbb létesítményben évente átvizsgálják és átépítik, mivel ezekben az alkatrészekben a tömítések kopása hűtőfolyadék bejutását okozhatja a csapágyházakba.
Az abroncsgyártó üzemekben a gumidagasztók tervezett karbantartási intervallumai jellemzően 8 órás gyártási műszakok köré épülnek fel, minden műszakban kisebb ellenőrzéseket, hetente köztes ellenőrzéseket és évente vagy 5000-8000 üzemóránként nagyjavításokat. Egy jól karbantartott 270 literes gumidagasztógép 95%-ot meghaladó mechanikai rendelkezésre állást érhet el folyamatos háromműszakos üzemben.